Při výběru nových tabulových nůžek dokázal naše technické zadání splnit pouze Canmet, zdůrazňuje technický ředitel KOPOS KOLÍN
KOPOS KOLÍN úspěšně pokračuje v tradici výroby elektroinstalačního úložného materiálu v Kolíně. Díky moderním technologiím umožňujícím neustálý vývoj produktů, můžeme říci, že rostoucí společnost určuje trend, kterým se vývoj elektroinstalačního materiálu bude ubírat. Jakou roli v tomto procesu hrají precizní tabulové nůžky SafanDarley M-Shear? A proč zvolili spolupráci právě s brněnskou firmou Canmet? Nejen na to jsme se ptali technického ředitele Pavla Pospíšila.
Dokážete vypíchnout technologické výhody, které KOPOS KOLÍN posouvají vpřed?
Zabýváme se kompletní výrobou elektroinstalačního materiálu. Máme vlastní vývoj a výrobu nástrojů, to je klíčové. Máme pod kontrolou vše od prvopočátku výrobku přes návrh, výrobu až po prodej do velkoobchodu.
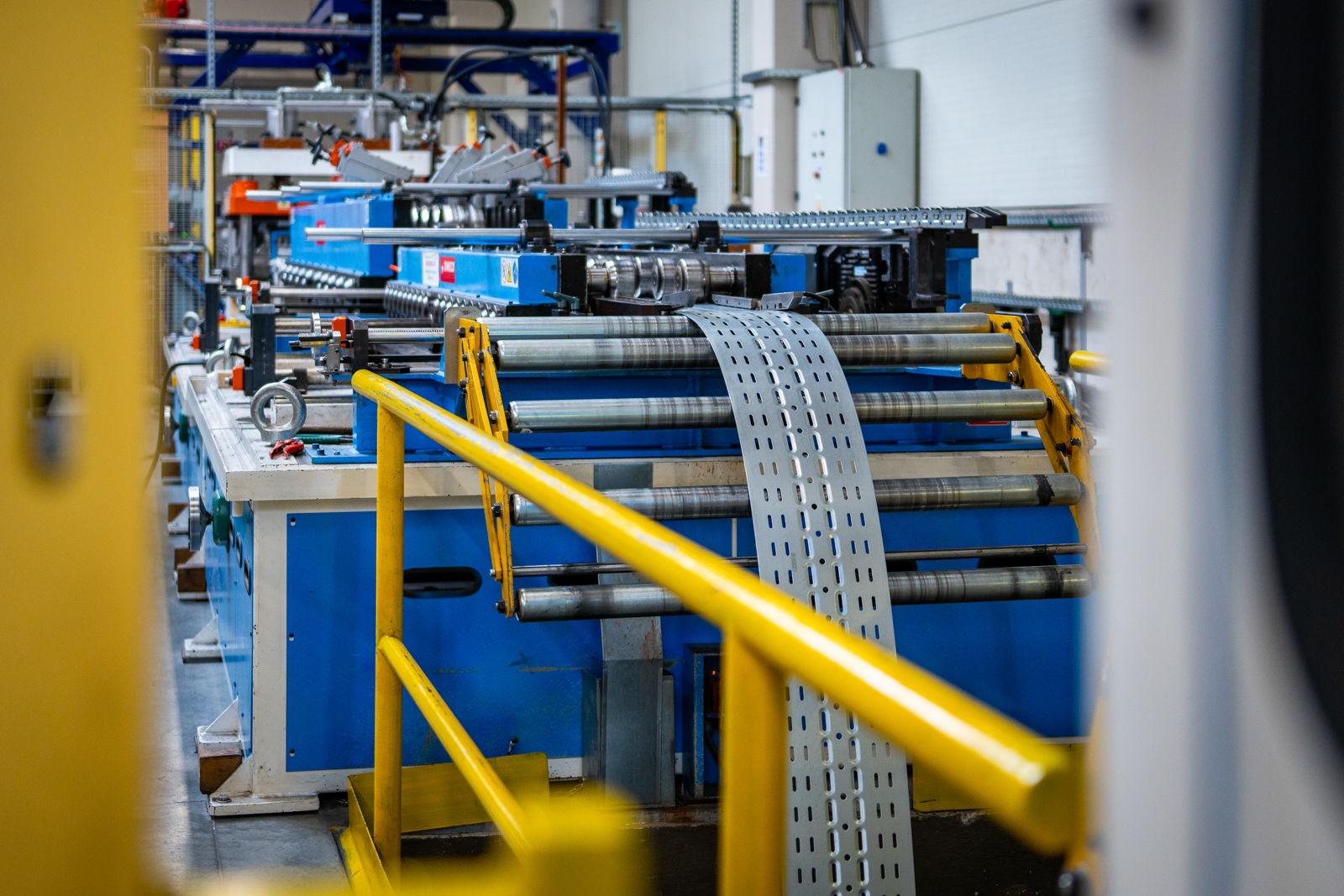
Elektroinstalační materiál rozdělujeme z našeho pohledu do tří segmentů podle způsobu výroby – exkluze plastových profilů a trubek, vstřikování plastových dílů a pak celý velký sortiment zpracování plechu, kde využíváme profilovací linky, tvářecí nástroje, tvářecí a ohýbací stroje nebo ohraňovací lisy. Náš záběr je poměrně široký a jednou z oblastí, kam jsme se rozhodli investovat, je právě oblast zpracování plechu.
Máme několik výrobků, které jsou top. Podařilo se nám zachytit trend v oblasti zateplování staveb, kde jsme vyvinuli systém pro instalaci elektroinstalace do vnějšího zateplení. Druhou velmi úspěšnou inovaci je to, že jsme u krabiček do sádrokartonu z výroby jednovstřikových vylamovacích vstupů udělali dvouvstřikovou technologii a máme vstupy z měkčeného materiálu, což je daleko komfortnější pro zákazníky.
Tyto inovace výrobků vyžadují rozvoj v oblasti technologií na zpracování výrobků a na výrobu finálních komponentů. V poslední době hodně investujeme do obnovy strojového parku. Zejména do automatizací – zde směřujeme svou pozornost čím dál víc.
Důležitá je i bezpečnost práce. Máme certifikát bezpečný podnik. Každý rok procházíme kontrolou od auditorů. Bezpečnost je pro nás důležitá a mnohdy nás dovede k tomu, že potřebujeme jít do nových zařízení a neudržovat ta stará.
Jaké změny v rámci výrobního procesu považujete v posledních letech za zásadní?
Jedním z důležitých témat je úspora energií – vzhledem k letům nedávným, kde cena rostla závratným tempem. Hodně jsme proto investovali do úspornějších zařízení. To s sebou nese i další výhody, protože technologie se samozřejmě obecně posunuly dál. Mají lepší regulace, stabilnější výrobní proces a to se projevuje různým způsobem na finálním výrobku.
Další oblastí je automatizace, protože při zpracování plechu lidé dřív odebírali výrobky ručně a to je tuna materiálu, který jím rukama denně prošel. Navíc je čím dál větší problém sehnat pracovníky, kteří jsou ochotni tuto těžkou práci dělat a ještě na směny. Automatizace převzala těžkou práci a lidé dělají tu odbornější. Hlídají stroje, aby to fungovalo, aby výrobek měl správné parametry. Stroje se rovněž zrychlují a my jsme schopni je využít na větší procento.

Vnímáte automatizační trendy pozitivně, nebo negativně?
Určitě pozitivně. Kdybych to nebral pozitivně, tak tuto práci vůbec nemůžu dělat. Ale upřímně, každý proces má svá specifika. Dřív na ruční práci stačil méně kvalifikovaný člověk, který to zvládl. Teď potřebujeme někoho, kdo umí obsluhovat složitější stroj. Samozřejmě taky někoho, kdo rozumí údržbě, případným opravám. Takže to klade vyšší nároky na zaměstnance. Musí být kvalifikovanější, ale potřebujeme jich méně.
A teď stojíme před zajímavou otázkou. Do jaké míry se naše výrobní činnost posune tak, že budeme potřebovat tolik kvalifikovaných lidí, kteří už na trhu nebudou dostupní? Každý totiž nemůže dělat vysoce technicky náročnou práci. Naštěstí tyto problémy s lidmi zatím příliš nemáme, ale samozřejmě už to vnímáme v některých oblastech – třeba v nástrojárně. Sehnat kvalifikované pracovníky je prostě složité.

Jak se vám daří přeškolovat současné zaměstnance? Je to jeden ze způsobů řešení?
Určitě, my jsme se touto cestou vydali. Snažíme se naše lidi posunout na vyšší úroveň a musím říct, že se to daří. Ovšem ne vždy je to možné, protože každý má svoje limity. Ne každý může být programátor.
Jednou z nových technologií, do níž jste investovali, jsou tabulové nůžky SafanDarley M-Shear. Proč jste se rozhodli pro Canmet?
Naše staré nůžky nebyly nějak zásadně špatné z hlediska kvality nebo údržby, ale zejména z hlediska bezpečnosti. Byly ze sedmdesátých let a bezpečnostní rizika už se nám zdála být příliš vysoká. Stáli jsme před dilematem, jestli investovat do automatizace odebírání plechů a vlastně automatizovat staré nůžky, anebo jít do koupi nového zařízení.
Nakonec jsme se rozhodli pro nové zařízení a začali jsme shánět dodavatele. Poptali jsme tři firmy – mezi nimi i Canmet. Z hlediska výsledku výběrového řízení byl Canmet jako jediný schopný splnit naše technické zadání.

Proč jste se nakonec rozhodli pořídit nové tabulové nůžky namísto automatizace starých? V čem bylo technické zadání tak speciální, že ho splnil pouze Canmet?
Když chcete přidat něco nového k něčemu starému, tak může nastat problém v komunikaci obou zařízení. Zjistili jsme, že na starém stroji je potřeba předělat téměř veškerou elektroniku. Pokud by se na starém stroji něco porouchalo, tak to navazující nové řešení můžeme vlastně vzít a vyhodit. To nedávalo smysl.
Nové zařízení je podle nás vždy lepší. Je to filozofie, které věříme. Navíc Canmet nám nabídl vlastně dvě zařízení v jednom. Odebírání přístřihů tam bylo vyřešeno, takže jsme nepotřebovali žádnou další automatizaci. Vše vyřešeno v jednom stroji.
Základní problém, jenž měli ostatní dodavatelé, byl s přesností přístřihů. My jsme nemohli slevit z kvality toho, co jsme chtěli, tudíž jsme měli pevný požadavek. Když jsme dělali kontrolní střihy, tak ostatní firmy nebyly schopny deklarovat opakovatelnost a přesnost výroby. To byl hlavní důvod, proč jsme nakonec šli do spolupráce s firmou Canmet.
Tabulové nůžky SafanDarley mají na trhu jednu z nejlepších pověstí. Byla pro vás síla značky důležitá?
S firmou SafanDarley jsme se setkávali už když jsme vybírali ohraňovací lisy. V segmentu zpracování plechů jsou na trhu 2–3 firmy, které vnímáme z různých hledisek na špici, a SafanDarley je jednou z nich.

Jak stroj po necelém roce v provozu hodnotíte? Můžete ho porovnat se starými nůžkami?
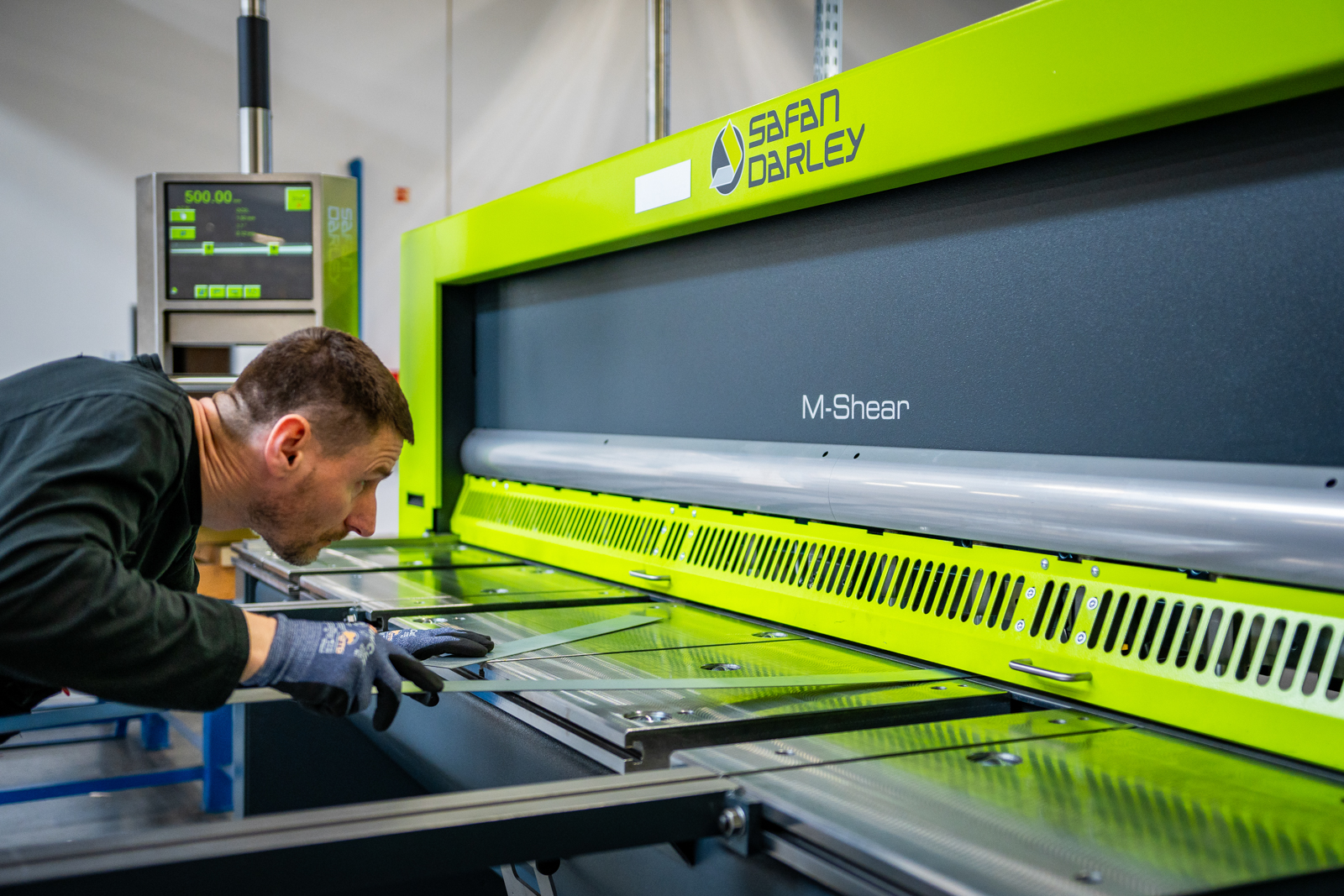
Rozdíly jsou určitě v nastavení střihu – na starých nůžkách bylo manuální nastavení, kde se rozměr přístřihu řešil točením potenciometru. Teď se prostě na displeji naťuká rozměr a je tam. Dřív nám chyběla podpěra, u dlouhých přístřihů odjel doraz, ale nic to nepodpíralo. Takže když jsme dělali dlouhý přístřih, strkali jsme plech do nůžek, ale on nám sjížděl pod to, a tak jsme jsme nebyli schopni dlouhé přístřihy bez pomoci na dorazu vůbec ustřihnout.
SafanDarley M-Shear má podpěry, které vedou plech až na doraz a krásně samostatně se to ustřihne. Kvalita přístřihů je lepší, navíc bez nějakého nebezpečí pro pracovníky.
Oproti starým nůžkám si můžeme uložit programy nebo jednotlivé míry střihu, pojmenovat si, co stříháme, dáme tam rozměr a už to příště nemusíme nastavovat. Kdykoliv se na starých nůžkách změnil rozměr, tak se zase musely nastavit. My neděláme zakázkovou výrobu, ale výrobky, který se vyvinou a opakují, vyrábějí se znovu po nějakém čase. Přípravné časy se teď zkracují a tím pádem se zrychluje vybavení zakázky.
Taky bych zmínil úsporu energie. U starého stroje motor běží nepřetržitě a když neodebíráme olej, tak to teče přes přepadový ventil vlastně zpátky do nádrže – a motor stále běží. V tom má nový hydraulický stroj velkou výhodu. Zde když neodebíráme olej, tak motor stojí, protože je frekvenčně řízený a zastaví se. No a samozřejmě, pokud máte měnit 100 litrů oleje, nebo 22 litrů oleje, je to z hlediska nákladů dost velký rozdíl.

Jakým způsobem proběhla implementace nového zařízení do výroby?
To bylo tak rychlé, že někteří lidé si toho všimli až po delší době. Více času trvalo odstranit staré nůžky, než nainstalovat nové. Instalace nového zařízení byla opravdu rychlá. My jsme dva dny vystěhovávali staré, pak přijely nové a postavili jsme je na místo. Druhý den přijel technik Canmetu, zapojil je a školila se obsluha. Během chvíle byly v provozu.
Jak náročné bylo pro vaše zaměstnance naučit se ovládat nový stroj? Jak vypadalo školení?
Školení vůbec nebylo dlouhé, ten systém je relativně jednoduchý. Zabralo to možná 2–3 hodiny. Bylo rozděleno do vícerých částí – školení obsluhy, školení údržbářů a dalších, kteří mají nůžky na starosti. Po skupinkách. Samozřejmě první dny nebo hodiny po tom, co odjel školitel, jsme trošku váhali. Ale člověk se s tím rychle sžije, párkrát to vyzkouší a už to jde.
Nové tabulové nůžky máte sice relativně krátkou dobu, řešili jste ale s Canmetem jakýkoliv problém?
Řešili jsme pouze pravítko, potřebovali jsme ho přehodit na druhou stranu, ale to nebyla žádná komplikace. Zavolali jsme Canmet, hned druhý den přijel technik a dokázal to rychle vyřešit. Žádný problém nebyl. Já vždycky říkám, že nejlepší stroje jsou takové, o kterých nevím a nejsou předmětem porad – to tady přesně platí.
Jakou údržbu moderní tabulové nůžky vyžadují?
Standardem je broušení nožů. Kontroluje se ostrost nůžek a kvalita střihu. Děláme pravidelné preventivní prohlídky kvůli únikům oleje. Ten je potřeba podle plánů údržby měnit. Potom jsou to už jen běžné věci jako třeba vzduchové filtry – ty vedou do zařízení a musí se čistit nebo měnit.

Jaké trendy ve výrobě do budoucna vnímáte jako zásadní? Čím se výrobní firmy dokážou vymezit, aby byly úspěšné?
Obecně je to samozřejmě automatizace. Zaprvé hodně úsilí v automatizaci směřuje na balení a vůbec prezentaci výrobků. Aby se to zefektivnilo, zlevnilo. Protože když zabalení výrobku stojí víc, než ho vyrobit, tak je to špatně. Druhá věc v naší branži je značení. Každý výrobce už chce mít čárový kód přímo na výrobku, nechce to dodělávat v obchodě. Třetí věc je celková efektivita produkce. Usnadnění některých operací. Tím se hodně zabýváme v segmentu zpracování plechu, protože manipulace s těžšími ocelovými výrobky je daleko náročnější, zdlouhavější a pomalejší.
Každá automatizace má nějaký svůj smysl, svůj cíl. Je čím dál složitější sehnat zaměstnance do vícesměnného provozu. V oblastech, kde máme sehnat lidi na tři směny, je automatizace jednou z možností, jak se posunout. Nové automatizované stroje jsou technicky pokročilejší a energeticky méně náročné. Z hlediska technických změn a technického vývoje vidím velký potenciál do budoucna, který si nesmíme nechat utéct.