Opakovatelnost na ohraňovacích lisech SafanDarley je špičková, překvapilo mě automatické měření tloušťky plechu, říká majitel společnosti DIOMETAL PRO
Rostoucí strojírenská firma DIOMETAL PRO se specializuje na segment kolejových vozidel. Ten je specifický nejen náročným certifikačním systémem, ale také nejvyššími požadavky na kvalitu a přesnost výstupů. K tomu využívají i dva ohraňovací lisy SafanDarley – servoelektrický a hybridní. Jak se od sebe tyto pohony liší? Jaké praktické výhody moderní technologie ohraňování přináší vůči minulosti? A proč se členové managementu pravidelně podílejí na řadové výrobě? Zeptali jsme se spolumajitele společnosti Tomáše Šímy.

Na trhu jste teprve 10 let, ale značka DIOMETAL PRO už má silné postavení. Prozradíte, jak je možné dosáhnout takového tempa růstu?
Po našem vzniku v roce 2014 jsme z počátku fungovali víceméně jako obchodní společnost, která distribuovala elektromateriál a postupně jsme se dostali ke kovovýrobě. Spousta prvků, které jsme distribuovali, potřebovala různé kotvení, úpravy, případně rozvaděčové skříně. Subdodávky v našem okolí byly nedostatečné jak kvalitou, tak pružností termínů zejména v obrábění, tak jsme začali uvažovat o nákupu vlastního stroje.
V kraji byl nedostatek kapacit CNC obráběcích strojů. V roce 2016 jsme pořídili dva stroje, jeden CNC soustruh a jednu CNC frezku. Tam to všechno začalo. Už tehdy jsme se chtěli posunout ke zpracování plechu. Bohužel jako mladá firma bez účetní historie jsme nebyli schopni složit potřebný kapitál, takže jsme postupně pokračovali v tom, co nám šlo nejlíp – a to CNC třískovém obrábění.
Zprvu jsme dělali víceméně jednoúčelový stroje pro automotiv, různé vyklepávací stolice, tlakovací stanice, přípravky pro automatické pily, pro řezání výfukových potrubí. Dříve jsme se nikdy nehnali do velké sériové produkce, vždycky to bylo spíš formou vývoje a kusové výroby.
Průběžně jsme rozšiřovali obrobnu, v roce 2019 jsme spustili svařovnu a v roce 2021 se nám podařilo zakoupit objekt. V polovině dalšího roku jsme se opravdu stabilizovali, připravili zázemí a spustili divizi zpracování plechu. Nyní jsem zpětně rád, že to byl postupný vývoj postavený na finanční zodpovědnosti.

Od kusové výroby jste se k sériové produkci přesto propracovali. Tuto změnu směru jste předem zamýšleli?
To byl plán. Od začátku jsme chtěli vstoupit do sektoru kolejových vozidel, neboť jsem tento segment vnímal jako stabilní. Výrobní portfolio, které požadují kolejová vozidla umíme, setkáváme se s tím celý profesní život. Neobejde se to však bez potřebných certifikací. Certifikovat systémy obnášelo nemalé množství finančních prostředků a čas.
A to by nešlo bez výroby dílů pro automotiv. V roce 2019 jsme začali pro kolejová vozidla dodávat ve větším. Nejdřív to byla okrajová záležitost, obratově jen kolem 60 000 měsíčně. Jelikož jsme dobrý dodavatel, byli jsme schopni vyjít zákazníkům vstříc s požadavky na splatnost a operativu výroby – na tom si zakládáme od počátku. Výrobu jsme postupně značně rozšířili a v dnešní době dodáváme do segmentu kolejových vozidel v obratové hladině 10–20 milionu měsíčně.
Jaké jsou vaše finální produkty?
Je to velmi různé. Co se týče obrábění, tam děláme díly pro hrubou stavbu kolejových vozidel, což jsou různé pásnice a stojiny podvozku. Jako polotovar používáme z 90 % silnostěnné výpalky tloušťky od 20 do 100 milimetrů. Opracováváme je do požadovaného tvaru, provádíme přípravu ploch pro svarové spoje, různé redukce tlouštěk a podobně. Následně některé díly ohraňujeme.
Co se týká zpracování plechu, tak tam už se dostáváme k finálnímu produktu, děláme různé rozvaděčové skříně nebo profilované držáky. Dodáváme včetně svařování, povrchových úprav, případně montáže – nýtování matic, lisování závitových čepů a podobně.

Jak důležitý je v tomto procesu zmíněný systém certifikací? Vyplatila se vám tato investice? Může to být klíčová konkurenční výhoda?
V momentě, kdy nemáte certifikace, tak ani nemůžete obdržet poptávky od zákazníků. Je to stěžejní pro začátek obchodního vztahu. Postupem doby se požadavky mění.
Třeba před 10 lety certifikaci podle normy EN 15085 v klasifikační úrovni CL 1 mělo 100 firem, čím se konkurence značně zúžila. V dnešní době je firem mnohem víc, takže konkurence je celkem vysoká.
Mezitím zase vznikly další požadavky na certifikace, které se snažíme neustále doplňovat a tím se zase konkurence trošku zbavovat. Například poslední systém, který jsme certifikovali letos na jaře, bylo lepení podle německé normy DIN 6701. Tuto normu má certifikováno 50 firem. Následně německá norma DIN 6701 bude do konce roku 2024 nahrazena normou evropskou EN 17460 – a tu v tuhle chvíli mají pouze dvě firmy.
Jaké jsou další výhody, kterými na trhu dokážete klienty zaujmout?
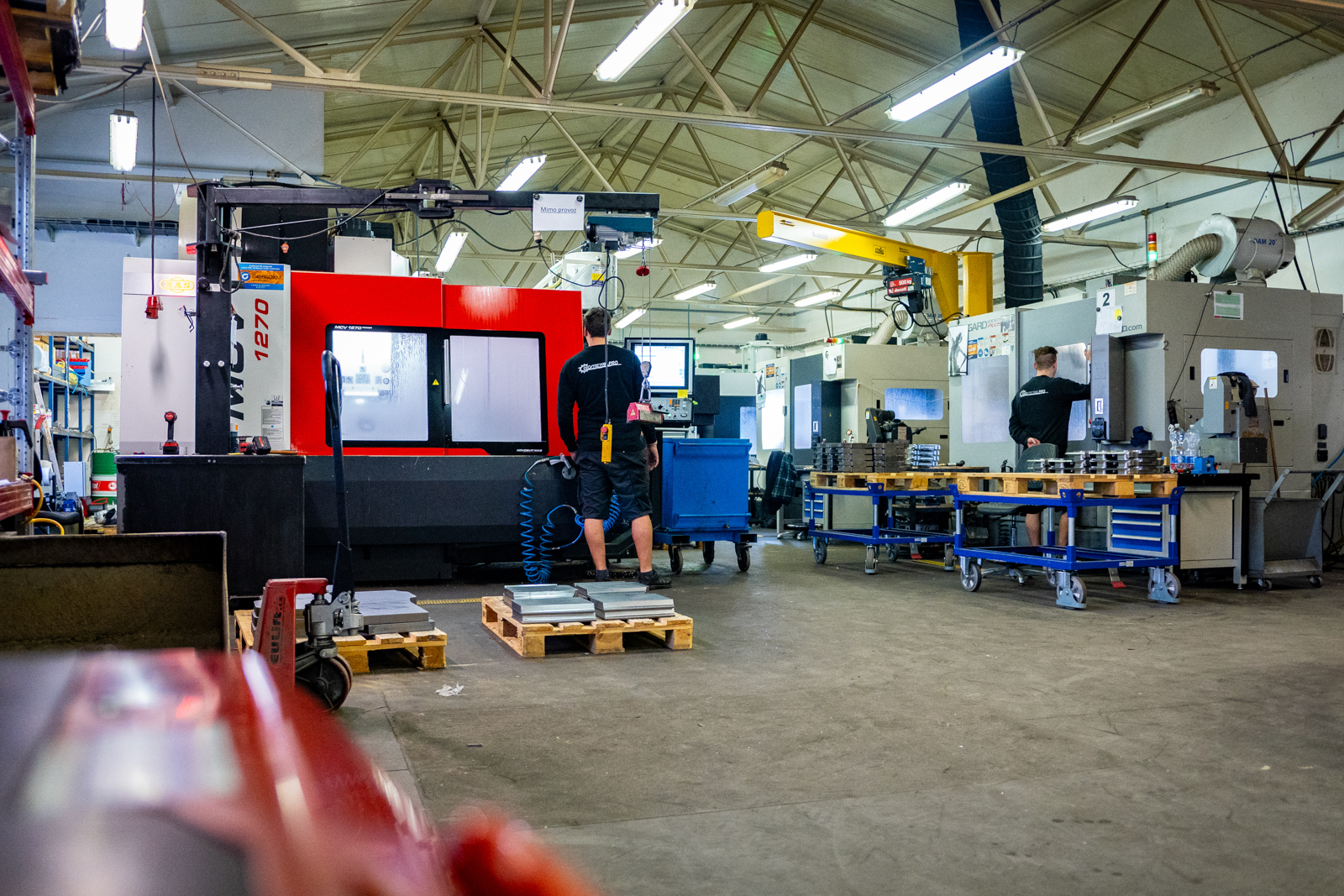
Tím největším benefitem je operativa. Jsme opravdu úzký kolektiv profesionálů, začínali jsme v roce 2016 ve třech lidech a v tuto chvíli je nás 50. Neustále se všichni ze středního i vyššího managementu účastní výroby.
Máme tak o technologiích výrobního procesu neustále dokonalý přehled a když potřebujeme vyrobit nějakou urgentní položku, tak se nezřídka stává, že si ji vyrobíme sami v rámci státního svátku, soboty nebo neděle.
To je něco, co jsme zákazníkům nabízeli už od začátku a vždy to byla enormní výhoda. Spousta starších zajetých firem už si dny volna nenechá ničím zkazit. Kdežto my, jelikož se neustále snažíme rozvíjet a odvést práce co nejvíc, děláme maximum proto, abychom byli pro zákazníky co nejlepším partnerem. Takže se i nad rámec běžných pracovních povinností snažíme o to, aby zákazník obdržel perfektní hotový výrobek.
Zapojení managementu do výroby se dnes běžně nevidí. Jaké to přináší benefity?
Bezesporu je to neustálý dohled nad výrobou, její kvalitou a v neposlední řadě nad pracovníky. Dalším plusem je celkový přehled nad výrobní kapacitou a dostupnou technologií. To nám následně usnadňuje hodnocení možnosti výroby a také cenotvorbu.

První CNC stroj jste pořídili přibližně po dvou letech od vzniku firmy. Jakou roli hrají nové technologie ve vašem oboru?
Od začátku máme jasnou strategii – nikdy nekupujeme starší stroje, ale vždy kupujeme nové. Snažíme se o co nejmodernější technologie, abychom byli schopni být rychlejší, lepší, přesnější a cílíme na kvalitu bez kompromisů.
Abych to uvedl na číslech. V segmentu kolejových vozidel při obratu kolem 170 milionů ročně máme přesně 8 reklamací. A to ještě takových, kdy vyloženě kontrola nebo pracovníci montáže opomenou namontovat jednu matku do dílu. Jsou to opravdu banální chyby jednotlivce, nikoliv technologický problém.
Bohužel se to stává, i když bych neměl, ale co se týče zpracování CNC centra, obrábění, pálení, ohraňování, případně svařování, tak tam můžu říct s klidným svědomím, že například za letošní rok jsme neměli jedinou chybu.
I to je důvod, proč tady máme nové ohraňovací lisy. Technologie pálení a ohraňování je poměrně dost rozšířená. Opravdu se nachází téměř v každé garáži, ale je obrovský rozdíl, jestli ohraňovací lis je roční, nebo dvacetiletý. Zásadní problém vnímam v opotřebení stroje a tím značně snížené přesnosti. Další věcí je jeho rychlost a produktivita, ergonomie ovladání a nastavení.
Moderní technologie, do kterých investujeme, nás drží na technologické úrovni, kterou jsme schopni poskytnout zákazníkovi.

Jakou technologii z poslední doby byste zmínil jako důležitou pro rozvoj, o kterém mluvíte?
Důležitým krokem bylo pořízení vlastních ohraňovacích lisů. Jeden máme od srpna roku 2022 a druhý jsme pořídili v prosinci 2023. Enormně jsme to potřebovali a vlastní plechotváření nám chybělo. Než jsme se k tomu dopracovali, chvíli to trvalo, protože jsme potřebovali delší čas generovat větší objem financí, abychom dokázali pokrýt nákladnější technologii.
Věděli jsme ale, že se nám vyplatí, jen je potřeba udělat finančně zodpovědné rozhodnutí ve správný čas.
Pro jakou specifikaci ohraňovacích lisů jste se rozhodli?
Máme servoelektrický lis SafanDarley E-Brake 35 v provedení ergonomic paket a hybridní lis SafanDarley H-Brake Hybrid 170 Premium. V tuto chvíli je pro nás tato kombinace naprosto perfektní a zvládneme udělat vše, co potřebujeme.

Původně jste plánovali vystačit si pouze s menším zařízením. Proč jste se nakonec rozhodli pro významnou investici a koupili jste rovnou i velký lis?
90 % položek děláme do 1 000 mm délky, takže jsme si řekli, že vezmeme malý stroj, který je finančně méně náročný, hezky ho vybavíme nářadím a v rozjedu nám bude stačit. Byl vyspecifikovaný tak, aby byl co nejlepší.
Má třeba příplatkové větší rozevření vrchního beranu, aby se tam daly dát vysoké nástroje, které se mohou používat i ve větším lisu, který byl v plánu. Stroj je vybaven pětiosým zadním dorazem, protože velká většina dílů není rovnoboká, takže delta x je poměrně využívaná.
Ergonomic paket se mi prostě líbil. Mám pocit, že u stroje takové velikosti je na místě mít prostor na nohy, mít kam dát ovládání a vůbec mít dobrou polohu operátora, který u toho sedí většinu dne. Upínání jak horního, tak spodního nástroje je prováděno hydraulicky. Což je příslušenství, na kterém jsem chtěl původně ušetřit. Říkal jsem si, že u lisu, který má délku 1 250 mm, není problém si nástroje utáhnout ručně. Nakonec jsem rád, že jsme se rozhodli si ho pořídit – rychlost přestrojení je nesrovnatelná s mechanickým upínánímm.
Počítali jsme s tím, že asi rok budeme pracovat pouze na malém lisu a díly, které budou nad nominální délku, budeme zadávat do kooperací.
Pak přišla krize s dodáním strojů a my jsme dostali nabídku, že SafanDarley Hybrid 170 Premium je skladem. V momentě, kdy bychom ho odmítli, tak bychom nejspíš nečekali jen půlrok nebo rok, ale mnohem déle. Rozhodli jsme se, že ho pořídíme rovnou, když byla možnost pořídit skladový stroj za výhodných podmínek.
Vše proběhlo velice rychle. Začali jsme to komunikovat na začátku prosince a 20. 12. 2023 jsme lis stěhovali.

Jak vypadala implementace strojů do výroby? Jak dlouhý byl proces instalace?
Komplikované bylo umístění velkého ohraňovacího lisu. Hala nebyla přizpůsobena na instalaci takto velkých a těžkých strojů, a přitom jsme věděli, že to musíme udělat takřka okamžitě. Nakonec to byl velmi rychlý proces. A 12tunový lis jsme zde umístili střechou.
S instalací obou strojů jsem byl spokojený, trvalo to asi jeden den. Následně půl den seřízení a předávka stroje. Na první zařízení jsme měli dvoudenní školení a u toho druhého už jsem ho ani nevyžadoval.
Je složité najít kvalifikované operátory, kteří zvládnou práci na moderním CNC lisu?
Obecně téma kvalifikované pracovní síly v našem regionu je problém, je potřeba s těmi lidmi trpělivě pracovat. Například k nám přišel pracovník, který měl zájem pracovat vyloženě na ohraňovacím lisu, ačkoliv to do té doby nikdy nedělal. Jednou se mu povedlo někde asistovat při ohýbání těžších věcí, ale aspoň měl představu, jak ta technologie vůbec funguje. Po jeho proškolení je z něj velice šikovný operátor ohraňovacího lisu.
Proč jste si vybrali právě značku SafanDarley a jak jste se stroji spokojení?
Značku jsem znal, protože jsem na těchto lisech dříve sám pracoval. Pracoval jsem se stroji více výrobců a SafanDarley mi připadá v dané váhové kategorii, kterou jsme potřebovali, asi nejlepší. Je to komplexní balíček pro nás důležitých benefitů – jednoduché a funkční ovládání, ergonomie stroje, nějaká celková konstrukční kvalita, vystrojování, upínání Wila a podobně.

Jak stroje s odstupem hodnotíte v praxi?
Byl jsem mile překvapen, jak jsou lisy přesné a jakou mají opakovatelnost. Když přišel první menší elektrický lis E-Brake, byl jsem docela ohromen, jak stroj funguje, pokud šlo o sériovost a rychlost. Naopak na limity dané nominální tonáží a tloušťkou jsme narazili docela rychle, ale to bylo logické. Naše potřeby byly prostě různorodé a na vyšší výkon jsme naštěstí pořídili větší hybrid.
Ale zpět k E-Braku. Ovládání je intuitivní a všichni jsou schopni naučit se na něm pracovat relativně rychle. Program člověk vyhotoví za minutu. Samozřejmě je možnost si pohrát s hezkou vizualizací, pak to trvá o něco málo déle.
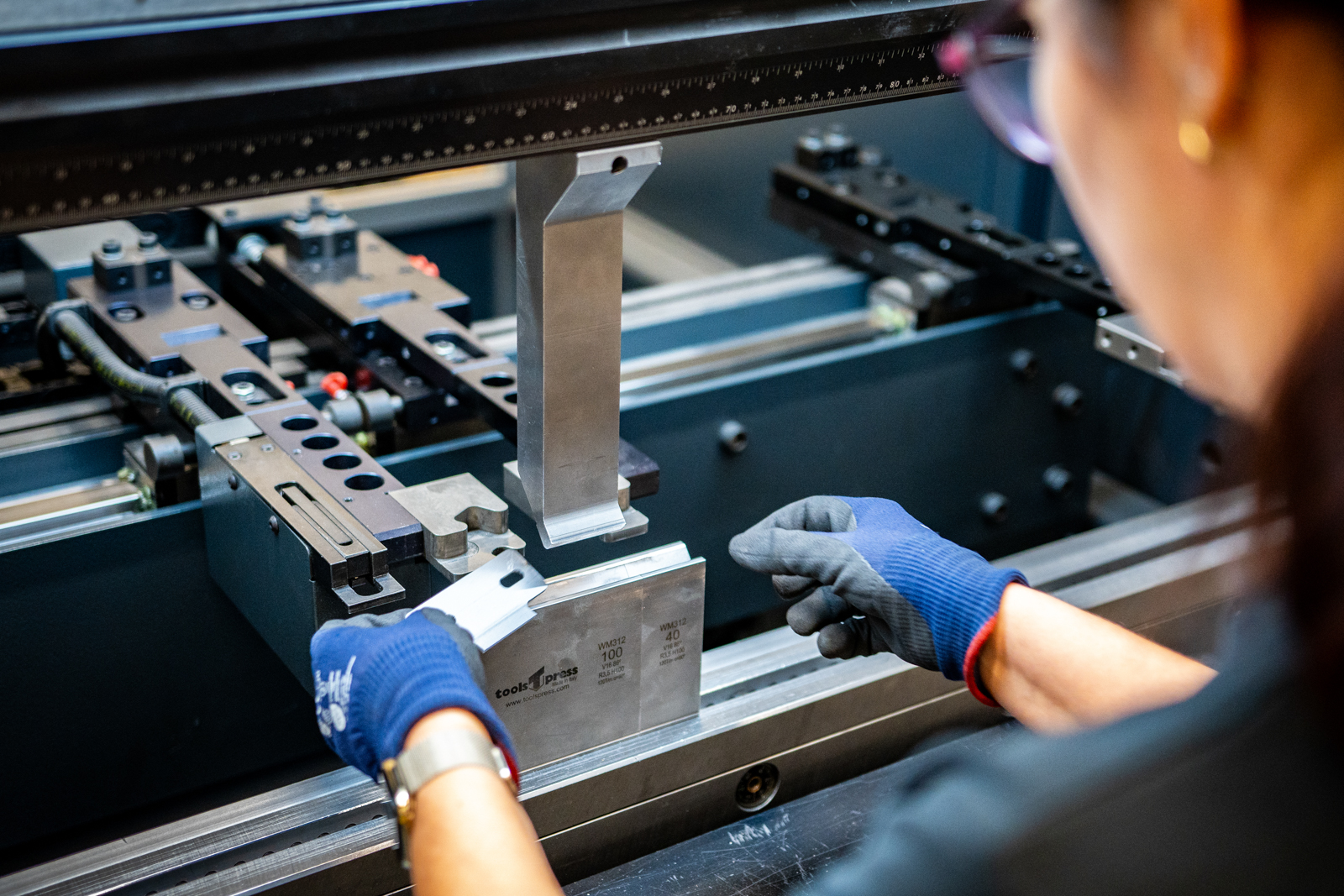
Pak je tu jedna věc, o které jsem vždycky slýchával a myslel jsem si, že je to spíš marketingové heslo, avšak velmi mile mě překvapila. Jedná se o automatické měření tloušťky plechu.
Plechy jsou totiž v různých tloušťkách podle normy (a nebo v různých tolerancích tloušťky) a v momentě, kdy my potřebujeme ohraňovat a plech má třeba o 0,05 jinou tloušťku, tak stroj to neví, ohne s danými nastavenými parametry a výsledný úhel je nesprávný. S funkcí automatického měření tloušťky si stroj už při tom měření sám koriguje hodnotu průniku tak, aby úhel vycházel. Opravdu se krásně trefuje přibližně do 10 minut na stupni.

Využíváte jeden servoelektrický a jeden hybridní lis. Proč dostaly přednost před čistou hydraulickou silou?
S nadsázkou bych řekl, že jsme se s kolegou hádali. On chtěl servoelektriku i v tom těžším provedení a já chtěl hydrauliku. Nakonec jsme došli k závěru, že uděláme kompromis a pořídíme hybrida. Když jsme do toho dostali zmíněnou nabídku skladového lisu za výhodných podmínek, bylo rozhodnuto.
A byla to opravdu perfektní volba, H-Brake Hybrid je za mě špičková záležitost. Byl jsem překvapený – a jsem překvapený do dneška – že hybrid má ještě rychlejší rychloposuvy než servoelektrika.
Rychlost ohraňovacího lisu je jen jedním z důležitých parametrů. Dokážete porovnat i jiné vlastnosti zařízení SafanDarley se stroji, s nimiž jste měl zkušenost z dřívějška?
Bezesporu opakovatelnost. Nyní jsme schopni dosáhnout vynikající opakovatelnosti. Pokud máme jednu tloušťku materiálu, pálení v jednom směru vláken a přesný ohraňovací lis, tak jsme schopni bez problémů zajistit velkou produkci se špičkovou opakovatelností. Upřímně, osobně jsem na ohraňovacím lisu nikdy nezažil, abych udělal 100 kusů a byl jeden jako druhý. Až teď!

Jak je možné, že jsou nové lisy o tolik přesnější?
Myslím, že to způsobuje celková konstrukční kvalita a především zmíněná technologie automatického odměřování, která je na obou lisech. Standardní ohraňovací lisy, ty starší, takto nikdy nefungovaly. Teď s automatickým odměřováním je to jiná práce. Hodnotu průniku zadáváme na dvě desetinná místa. Funguje to opravdu perfektně.
A pak je tu samozřejmě CNC bombírování u velkého hybridu. To je technologie, se kterou jsem se setkal až na tomto stroji. Je to vlastně kompenzace průhybu stolu. Když začneme tlačit beranem v pracovním zdvihu, tak dojde k tomu, že hodnota průniku deformací stolu a deformací beranu je na okrajích jiná než uprostřed. Bombírováním si přizvedneme ve střední části stůl a při tom tlaku dojde k tomu, že úhel je konstantní.
Dříve se to provádělo mechanicky, kdy se za pomocí klínů dotahovaly různé segmenty, které byly vymačkané, vytahané a bylo potřeba je kompenzovat. Někde jsem se setkával s tím, že se dával papír pod matrice, aby došlo ke kompenzaci. Zde se o to stroj stará sám a ve většině případů algoritmus, který používá pro výpočet, funguje výborně.
To zní až příliš dokonale. Narazili jste u lisů na nějaký problém?
Nic zásadního. Na servoelektrickém lisu jsme vymotali řemen, ale vlastní vinou, protože jsme ho přetížili. Tehdy jsme ještě neměli silnější lis, takže jsme se pokoušeli zhotovit i díly, na které stroj nebyl určen. Ale to jsme vyřešili během chvíle. Zavolali jsme servis Canmetu a ti nám řekli přesný návod. Stroj jsme sami opravili.
U hybridu v jednom případě vlivem nízké hodnoty dekomprese při odlehčení došlo ke koliznímu stavu beranu, pohony se automaticky vypnuly a nešly nahodit. Vyřešili jsme to stejným způsobem. Opět stačilo zavolat servis a stroj během chvíle fungoval. Vše jsme zvládli po telefonu.
Zdá se, že vše máte velmi dobře spočítané. Jakou životnost těchto strojů očekáváte?
To se nedá říct, dokud bude tato technologie přinášet výhodu. My stroje nepřetěžujeme a pravidelně je podle pokynů výrobce udržujeme, ale nerad bych se dostal do fáze, aby fungovaly špatně, protože jsou prostě staré. Takže v momentě, když už je například nebude možno přesně seřídit nebo s ními budou nějaké velké technické problémy, tak budeme uvažovat o jejich výměně.
V době, kdy jsme neměli k dispozici vlastní technologii, zajišťovali jsme dodávky pro naši následnou výrobu prostředníctvím kooperací. Měli jsme velký problém s termíny i kvalitou. Většina kooperantů používala stroje deset i mnohem více let. Takto staré stroje jsou nepřesné a i když se to dají korigovat, operátorovi to zabere čas, takže produktivita je velice špatná.
Nechci, ať to zní jako laciná fráze, ale když jsme po těchto zkušenostech přešli na vlastní lisy SafanDarley, velice se nám ulevilo a přínos pro naši výrobu je nezastupitelný.

Jaké výzvy před vámi stojí v následujících letech?
My pracujeme na tom, abychom byli co nejméně závislí na kooperacích. Pořád se najdou díly, které musíme kooperovat. Strategií je zhotovit kompletní výrobek pod jednou střechou.
Následně bychom se chtěli rozvíjet směrem k povrchovým úpravám. Hodně velký prostor pro růst vidíme v lakování – opět pro segment kolejových vozidel, protože mají svoje poměrně náročná specifika. Ne každý takové lakování provadí a nebo provádět chce. A jak už jsem řekl, my se snažíme o neustálý rozvoj.