Opakovateľnosť na ohraňovacích lisoch SafanDarley je špičková, prekvapilo ma automatické meranie hrúbky plechu, hovorí majiteľ spoločnosti DIOMETAL PRO
Rastúca strojárska firma DIOMETAL PRO sa špecializuje na segment koľajových vozidiel. Ten je špecifický nielen náročným certifikačným systémom, ale aj najvyššími požiadavkami na kvalitu a presnosť výstupov. K tomu využívajú aj dva ohraňovacie lisy SafanDarley – servoelektrický a hybridný. Ako sa od seba tieto pohony líšia? Aké praktické výhody prinášajú moderné technológie ohraňovania voči minulosti? A prečo sa členovia manažmentu pravidelne podieľajú na radovej výrobe? Spýtali sme sa spolumajiteľa spoločnosti Tomáša Šímu.

Na trhu ste ešte len 10 rokov, ale značka DIOMETAL PRO už má silné postavenie. Prezradíte, ako je možné dosiahnuť také tempo rastu?
Po našom vzniku v roku 2014 sme spočiatku fungovali viac-menej ako obchodná spoločnosť, ktorá distribuovala elektromateriál a postupne sme sa dostali ku kovovýrobe. Veľa prvkov, ktoré sme distribuovali, potrebovali rôzne kotvenia alebo rozvádzačové skrine. Subdodávky v našom okolí boli nedostatočné tak kvalitou, ako aj pružnosťou termínov najmä v obrábaní, tak sme začali uvažovať o nákupe vlastného stroja.
V kraji bol nedostatok CNC obrábacích strojov. V roku 2016 sme zaobstarali dva stroje, jeden CNC sústruh a jednu CNC frézku. Tam sa to všetko začalo. Už vtedy sme sa chceli posunúť na spracovanie plechu. Bohužiaľ ako mladá firma bez účtovnej histórie sme neboli schopní zložiť potrebný kapitál, takže sme postupne pokračovali v tom, čo nám šlo najlepšie – a to CNC trieskovom obrábaní.
Najprv sme robili viac-menej jednoúčelové stroje pre automotív, rôzne vyklepávacie stolice, tlakovacie stanice, prípravky pre automatické píly, pre rezanie výfukových potrubí. Predtým sme sa nikdy nehnali do veľkej sériovej produkcie, vždy to bolo skôr formou vývoja a kusovej výroby.
Priebežne sme rozširovali obrobňu, v roku 2019 sme spustili zvárovňu a v roku 2021 sa nám podarilo zakúpiť objekt. V polovici ďalšieho roka sme sa skutočne stabilizovali, pripravili zázemie a spustili divíziu spracovania plechu. Teraz som spätne rád, že to bol postupný vývoj postavený na finančnej zodpovednosti.

Od kusovej výroby k sériovej produkcii ste sa napriek tomu prepracovali. Túto zmenu smeru ste zamýšľali vopred?
To bol plán. Od začiatku sme chceli vstúpiť do sektora koľajových vozidiel, pretože som tento segment vnímal ako stabilný. Výrobné portfólio, ktoré požadujú koľajové vozidlá vieme, stretávame sa s tým celý profesný život. Neobíde sa to však bez potrebných certifikácií. Certifikovať systémy obnášalo nemalé množstvo finančných prostriedkov a čas.
A to by nešlo bez výroby dielov pre automotív. V roku 2019 sme začali pre koľajové vozidlá dodávať vo väčšom. Najskôr to bola okrajová záležitosť, obratovo len okolo 60 000 CZK mesačne. Keďže sme dobrý dodávateľ, boli sme schopní vyjsť zákazníkom v ústrety s požiadavkami na splatnosť a operatívu výroby – na tom si zakladáme od počiatku. Výrobu sme postupne značne rozšírili a v dnešnej dobe dodávame do segmentu koľajových vozidiel v obratovej hladine 20 – 20 miliónov korún českých mesačne.
Aké sú vaše finálne produkty?
Je to veľmi rozličné. Čo sa týka obrábania, tam robíme diely na hrubú stavbu koľajových vozidiel, čo sú rôzne pásnice a stojiny podvozku. My ako polotovar používame z 90 % hrubostenné výpalky hrúbky od 20 do 100 milimetrov. Opracovávame ich do požadovaného tvaru, vykonávame prípravu plôch pre zvarové spoje, rôzne redukcie hrúbok a podobne. Následne niektoré diely ohraňujeme.
Čo sa týka spracovania plechu, tak tam už sa dostávame k finálnemu produktu, robíme rôzne rozvádzačové skrine alebo profilované držiaky. Dodávame vrátane zvárania, povrchových úprav, prípadne montáže – nitovanie matíc, lisovanie závitových čapov a podobne.

Aký dôležitý je v tomto procese spomínaný systém certifikácií? Vyplatila sa vám táto investícia? Môže to byť kľúčová konkurenčná výhoda?
V momente, keď nemáte certifikáciu, tak ani nemôžete obdržať dopyt od zákazníkov. Je to kľúčové pre začiatok vzťahu. Postupom času sa požiadavky menia.
Napríklad pred 10 rokmi certifikáciu podľa normy EN 15085 v klasifikačnej úrovni CL 1 malo 100 firiem, čím sa konkurencia značne zúžila. V dnešnej dobe je firiem oveľa viac, takže konkurencia je celkom vysoká.
Medzitým zase vznikli ďalšie požiadavky na certifikácie, ktoré sa snažíme neustále dopĺňať a tým sa zase trošku zbavovať konkurencie. Napríklad posledný systém, ktorý sme certifikovali tento rok na jar, bolo lepenie podľa nemeckej normy DIN 6701. Túto normu má certifikovaných 50 firiem. Následne nemecká norma DIN 6701 bude do konce roku 2024 nahradená normou európskou EN 17460 - a tú v tejto chvíli majú iba dve firmy.
Aké sú ďalšie výhody, ktorými na trhu dokážete klientov zaujať?
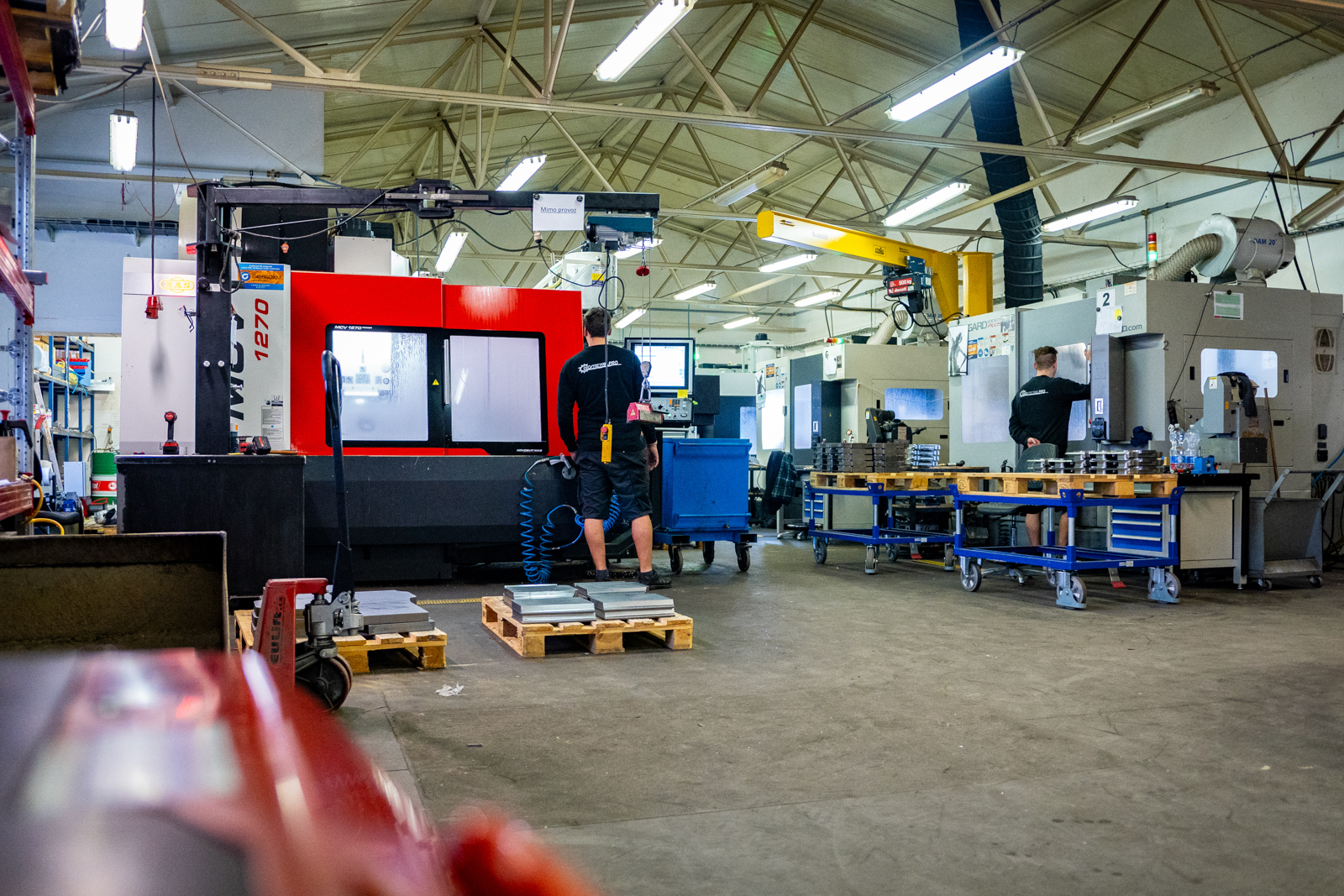
Tým najväčším benefitom je operatíva. Sme naozaj úzky kolektív profesionálov, začínali sme v roku 2016 v troch ľuďoch a v tejto chvíli je nás 50. Neustále sa všetci zo stredného a vyššieho manažmentu zúčastňujú výroby.
Máme tak o technológiách výrobného procesu neustále dokonalý prehľad a keď potrebujeme vyrobiť nejakú urgentnú položku, tak sa nezriedka stáva, že si ju vyrobíme sami, v rámci štátneho sviatku, soboty alebo nedele.
To je niečo, čo sme tým zákazníkom ponúkali už od začiatku a vždy to bola enormná výhoda. Veľa starších zabehnutých firiem už si dni voľna nenechajú ničím pokaziť. My, pretože sa neustále snažíme rozvíjať a odviesť práce čo najviac, robíme maximum preto, aby sme boli pre zákazníkov čo najlepším partnerom. Takže aj nad rámec bežných pracovných povinností sa snažíme o to, aby zákazník dostal perfektný hotový výrobok.
Zapojenie manažmentu do výroby sa dnes bežne nevidí. Aké to prináša benefity?
Bezpochyby je to neustály dohľad nad výrobou, jej kvalitou a v neposlednom rade nad pracovníkmi. Ďalším plusom je celkový prehľad nad výrobnou kapacitou a dostupnou technológiou. To nám následne uľahčuje hodnotenie možnosti výroby a taktiež cenotvorbu.

Prvý CNC stroj ste zaobstarali približne po dvoch rokoch od vzniku firmy. Akú úlohu hrajú nové technológie vo vašom odbore?
Od začiatku máme jasnú stratégiu – nikdy nekupujeme staršie stroje, ale vždy kupujeme nové. Snažíme sa o čo najmodernejšie technológie, aby sme boli schopní byť rýchlejší, lepší, presnejší a cielime na kvalitu bez kompromisov.
Aby som to uviedol na číslach. V segmente koľajových vozidiel pri obrate okolo 170 miliónov českých korún ročne máme presne 8 reklamácií. A to ešte takých, kde vyložene kontrola alebo pracovníci montáže zabudnú namontovať jednu matku do dielu. Sú to naozaj banálne chyby jednotlivca, nie technologický problém.
Bohužiaľ sa to stáva, aj keď by nemalo, ale čo sa týka spracovania CNC centier, obrábania, pálenia, ohraňovania, prípadne zvárania, tak tam môžem povedať s pokojným svedomím, že napríklad za tento rok sme nemali jedinú chybu.
Aj to je dôvod, prečo tu mám nové ohraňovacie lisy. Technológia pálenia a ohraňovania je pomerne dosť rozšírená. Naozaj sa to nachádza takmer v každej garáži, ale je obrovský rozdiel, či ten ohraňovací lis je rok starý alebo dvadsaťročný. Zásadný problém vnímam v opotrebovaní stroja a tým značne zníženej presnosti. Ďalšou vecou je jeho rýchlosť a produktivita, ergonómia ovládania a nastavenia.
Moderné technológie, do ktorých investujeme, nás držia na technologickej úrovni, ktorú sme schopní poskytnúť zákazníkovi.

Akú technológiu z poslednej doby by ste spomenuli ako dôležitú pre rozvoj, o ktorom hovoríte?
Dôležitým krokom bolo obstaranie vlastných ohraňovacích lisov. Jeden máme od augusta roku 2022 a druhý sme zaobstarali v decembri 2022. Enormne sme to potrebovali a vlastné plechotvárenie nám chýbalo. Kým sme sa k tomu dopracovali, chvíľu to trvalo, pretože sme potrebovali dlhší čas generovať väčší objem financií, aby sme dokázali pokryť nákladnejšiu technológiu.
Vedeli sme ale, že sa nám oplatí, len je potrebné urobiť finančne zodpovedné rozhodnutie v správny čas.
Pre akú špecifikáciu ohraňovacích lisov ste sa rozhodli?
Máme servoelektrický lis SafanDarley E-Brake 35 v prevedení ergonomic paket a hybridný lis SafanDarley H-Brake Hybrid 170 Premium. V tejto chvíli je pre nás táto kombinácia úplne perfektná a zvládneme urobiť všetko, čo potrebujeme.

Pôvodne ste plánovali vystačiť si iba s menším zariadením. Prečo ste sa nakoniec rozhodli pre významnú investíciu a kúpili ste rovno aj veľký lis?
90 % položiek robíme do 1 000 mm dĺžky, takže sme si povedali, že vezmeme malý stroj, ktorý je finančne menej náročný, pekne ho vybavíme náradím a v rozbehu nám bude stačiť. Bol vyšpecifikovaný tak, aby bol čo najlepší.
Má napríklad príplatkové väčšie roztvorenie vrchného barana, aby sa tam dali dať vysoké nástroje, ktoré sa môžu používať aj vo väčšom lise, ktorý bol v pláne. Stroj je vybavený päťosím zadným dorazom, pretože veľká väčšina dielov nie je úplne rovnoboká, takže delta x je pomerne využívaná.
Ergonomic paket sa mi jednoducho páčil. Mám pocit, že pri stroji takej veľkosti je na mieste mať priestor na nohy, mať kam dať ovládanie a vôbec mať dobrú polohu operátora, ktorý pri tom sedí väčšinu dňa. Upínanie horného aj dolného nástroja je hydraulické. Čo je príslušenstvo, na ktorom som chcel pôvodne ušetriť. Hovoril som si, že pri lise, ktorý má dĺžku 1 250 mm, nie je problém si to utiahnuť ručne. Nakoniec som rád, že som sa rozhodol si ho zaobstarať - rýchlosť prestrojenia je neporovnateľná s mechanickým upínaním.
Počítali sme s tým, že asi rok budeme pracovať iba na malom lise a veci, ktoré budú nad nominálnu dĺžku, budeme zadávať do kooperácií.
Potom prišla kríza s dodaním strojov a my sme dostali ponuku, že SafanDarley Hybrid 170 Premium je skladom. V momente, keď by sme ho odmietli, tak by sme najskôr nečakali len polrok alebo rok, ale oveľa dlhšie. Rozhodli sme sa, že ho zaobstaráme rovno, keď bola možnosť zaobstarať skladový stroj za výhodných podmienok.
Všetko prebehlo veľmi rýchlo. Začali sme to komunikovať na začiatku decembra a 20. 12. 2023 sme lis sťahovali.

Ako vyzerala implementácia strojov do výroby? Aký dlhý bol proces inštalácie?
Komplikované bolo umiestnenie veľkého ohraňovacieho lisu. Hala nebola prispôsobená na inštaláciu takto veľkých a ťažkých strojov, a pritom sme vedeli, že to musíme urobiť takmer okamžite. Nakoniec to bol veľmi rýchly proces. A 12-tonový lis sme tu umiestnili strechou.
S inštaláciou oboch strojov som bol spokojný, trvalo to asi jeden deň. Následne pol deň nastavenie a odovzdanie stroja. Na prvé zariadenie sme mali dvojdňové školenie a pri tom druhom som ho už ani nevyžadoval.
Je zložité nájsť kvalifikovaných operátorov, ktorí zvládnu prácu na modernom CNC lise?
Všeobecne téma kvalifikovanej pracovnej sily v našom regióne je problém, je potrebné s tými ľuďmi trpezlivo pracovať. Napríklad k nám prišiel pracovník, ktorý mal záujem pracovať vyložene na ohraňovacom lise, hoci to dovtedy nikdy nerobil. Raz sa mu podarilo niekde asistovať pri ohýbaní ťažších vecí, ale aspoň mal predstavu, ako tá technológia vôbec funguje. Po jeho preškolení je z neho veľmi šikovný operátor ohraňovacieho lisu.
Prečo ste si vybrali práve značku SafanDarley a ako ste so strojmi spokojní?
Značku som poznal, pretože som na týchto lisoch predtým sám pracoval. Pracoval som so strojmi viacerých výrobcov a SafanDarley mi pripadá v danej váhovej kategórii, ktorú sme potrebovali, asi najlepší. Je to komplexný balíček pre nás dôležitých benefitov - jednoduché a funkčné ovládanie, ergonómia stroja, nejaká celková konštrukčná kvalita, vystrojovanie, upínanie Wila a podobne.

Ako stroje s odstupom hodnotíte v praxi?
Bol som milo prekvapený, aké sú lisy presné a akú majú opakovateľnosť. Keď prišiel prvý menší elektrický lis E-Brake, bol som celkom ohromený, ako stroj funguje, pokiaľ išlo o sériovosť a rýchlosť. Naopak na limity dané nominálnou tonážou a hrúbkou sme narazili celkom rýchlo, ale to bolo logické. Naše potreby boli jednoducho rôznorodé a na vyšší výkon sme našťastie zaobstarali väčší hybrid.
Ale späť k E-Braku. Ovládanie je intuitívne a všetci sú schopní naučiť sa na ňom pracovať relatívne rýchlo. Program človek vyhotoví za minútu. Samozrejme, je možnosť sa pohrať s peknou vizualizáciou, potom to trvá o niečo málo dlhšie.
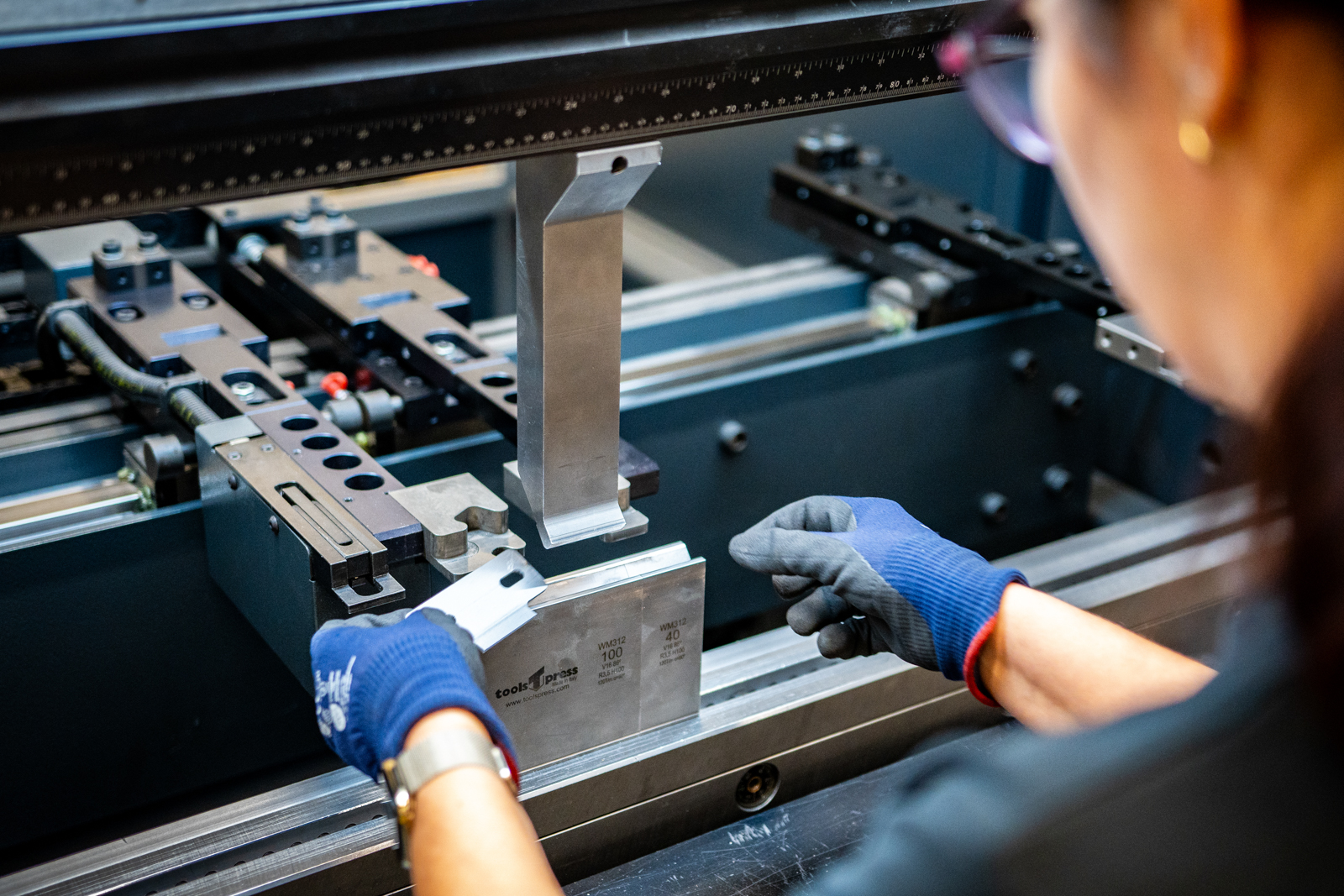
Potom je tu jedna vec, o ktorej som vždy počúval a myslel som si, že je to skôr marketingové heslo, avšak veľmi milo ma prekvapila. Ide o automatické meranie hrúbky plechu.
Plechy sú totiž v rôznych hrúbkach podľa normy (alebo v rôznych toleranciách hrúbky) a v momente, keď my potrebujeme ohraňovať a plech má napríklad o 0,05 inú hrúbku, tak stroj to nevie, ohne s danými nastavenými parametrami a výsledný uhol je nesprávny. S funkciou automatického merania hrúbky si stroj už pri tom meraní sám koriguje hodnotu prieniku tak, aby uhol vychádzal. Naozaj sa krásne triafa do nejakých 10 minút na stupni.

Využívate jeden servoelektrický a jeden hybridný lis. Prečo dostali prednosť pred čistou hydraulickou silou?
S nadsadením by som povedal, že sme sa s kolegom hádali. On chcel servoelektriku aj v tom ťažšom prevedení a ja som chcel hydrauliku. Nakoniec sme dospeli k záveru, že urobíme kompromis a zaobstaráme hybrida. Keď sme do toho dostali spomínanú ponuku skladového lisu za výhodných podmienok, bolo rozhodnuté.
A bola to skutočne perfektná voľba, H-Brake Hybrid je za mňa špičková záležitosť. Bol som prekvapený – a som prekvapený do dneška – že hybrid má ešte rýchlejšie rýchloposuvy ako servoelektrika.
Rýchlosť ohraňovacieho lisu je len jedným z dôležitých parametrov. Dokážete porovnať aj iné vlastnosti zariadenia SafanDarley so strojmi, s ktorými ste mali skúsenosť z minulosti?
Bezpochyby opakovateľnosť. Teraz sme schopní dosiahnuť vynikajúcu opakovateľnosť. Pokiaľ máme jednu hrúbku materiálu, pálenie v jednom smere vlákien a presný ohraňovací lis, tak sme schopní bez problémov zaistiť veľkú produkciu so špičkovou opakovateľnosťou. Úprimne, osobne som na ohraňovacom lise nikdy nezažil, aby som urobil 100 kusov a bol jeden ako druhý. Až teraz!

Ako je možné, že nové lisy sú o toľko presnejšie?
Myslím, že to spôsobuje celková konštrukčná kvalita a predovšetkým spomínaná technológia automatického odmeriavania, ktorá je na oboch lisoch. Štandardné ohraňovacie lisy, tie staršie, takto nikdy nefungovali. Teraz s automatickým odmeriavaním je to iná práca. Hodnotu prieniku zadávame na dve desatinné miesta. Funguje to skutočne perfektne.
A potom je tu samozrejme CNC bombírovanie pri veľkom hybride. To je vec, s ktorou som sa stretol až na tomto stroji. Je to vlastne kompenzácia priehybu stola. Keď začneme tlačiť baranom v pracovnom zdvihu, tak dôjde k tomu, že hodnota prieniku deformácie stola a deformácie baranu je na okrajoch iná ako uprostred. Bombírovaním si pridvihneme v strednej časti stôl a pri tom tlaku dôjde k tomu, že uhol je konštantný.
Predtým sa to vykonávalo mechanicky, kedy sa za pomocou klinov doťahovali rôzne segmenty, ktoré boli vymačkané, vyťahané a bolo potrebné ich kompenzovať. Niekde som sa stretával s tým, že sa dával papier pod matrice, aby došlo ku kompenzácii. Tu sa o to stroj stará sám a vo väčšine prípadov algoritmus, ktorý používa na výpočet, funguje výborne.
To znie až príliš dokonale. Narazili ste pri lisoch na nejaký problém?
Nič zásadné. Na servoelektrickom lise sme vymotali remeň, ale vlastnou vinou, pretože sme ho preťažili. Vtedy sme ešte nemali silnejší lis, takže sme sa pokúšali zhotoviť aj diely, na ktoré stroj nebol určený. Ale to sme vyriešili behom chvíle. Zavolali sme servis Canmetu a tí nám povedali cez návod. Stroj sme sami opravili.
Pri hybride v jednom prípade vplyvom nízkej hodnoty dekompresie došlo ku kolíznemu stavu barana, pohony sa automaticky vypli a nešli nahodiť. Vyriešili sme to rovnakým spôsobom. Opäť stačilo zavolať servis a stroj v priebehu chvíle fungoval. Všetko sme zvládli po telefóne.
Zdá sa, že všetko máte veľmi dobre spočítané. Akú životnosť týchto strojov očakávate?
To sa nedá povedať, kým bude táto technológia prinášať výhodu. My stroje nepreťažujeme, a pravidelne ich podľa pokynov výrobcu udržujeme, ale nerád by som sa dostal do fázy, aby fungovali zle, pretože sú jednoducho staré. Takže v momente, keď už ich napríklad nebude možné presne nastaviť, alebo s nimi budú nejaké veľké technické problémy, tak budeme uvažovať o výmene.
V čase, keď sme nemali k dispozícii vlastnú technológiu, zaisťovali sme dodávky pre našu následnú výrobu prostredníctvom kooperácií. Mali sme veľký problém s termínmi aj kvalitou. Väčšina kooperantov používala stroje desať alebo aj oveľa viac rokov. Takto staré stroje sú nepresné a aj keď sa to dá korigovať, operátorovi to zaberie čas, takže produktivita je veľmi zlá.
Nechcem, nech to znie ako lacná fráza, ale keď sme po týchto skúsenostiach prešli na vlastné lisy SafanDarley, veľmi sa nám uľavilo a prínos pre našu výrobu je nezastupiteľný.

Aké výzvy pred vami stoja v nasledujúcich rokoch?
My pracujeme na tom, aby sme boli čo najmenej závislí od kooperácií. Stále sa nájdu diely, ktoré musíme kooperovať. Stratégiou je zhotoviť kompletný výrobok pod jednou strechou.
Následne by som sa chcel rozvíjať smerom k povrchovým úpravám. Veľmi veľký priestor na rast vidíme v lakovaní - opäť pre segment koľajových vozidiel, pretože majú svoje pomerne náročné špecifiká. Nie každý také lakovanie vykonáva alebo alebo vykonávať chce. A ako som už povedal, my sa snažíme o neustály rozvoj.